Wood grades
-
 Photo:
Åke E:son Lindman
Photo:
Åke E:son Lindman
Appearance grading
The grade of wood can be specified using a number of parameters, including:
Knots – Checks – Wane
Pitch pockets – Bark-encased scars – Open scars
Cross grain – Top rupture – Compression wood
Wavy grain – Pitchwood – Watered wood
Fungal attack – Deformation – Insect damage
Discolouration – Handling damage – Dimension deviations.
The parameters are assessed in visual sorting, known as appearance grading. This is usually done at the sawmill. The wood is almost always graded according to the standard for appearance grading of softwoods, SS-EN 1611-1.
It is common for each piece of wood to be stamped on the end with a shipping mark. This allows the graded quality to be checked along the chain from the sawmill to the retailer. After processing, e.g. planing or splitting, these marks may be cut away or hard to identify. The grade is then marked on the packaging. The grading of wood is a general process based on appearance. It is thus not designed to take account of the wood’s use, for example in joinery, construction or packaging. It is, however, used to describe the grades used in construction, for example in the AMA Hus and VilmaBas product databases.
Appearance grades – Quality classes
The wood is shown in the dimensions: 25x100, 50x150 and 75x200 mm
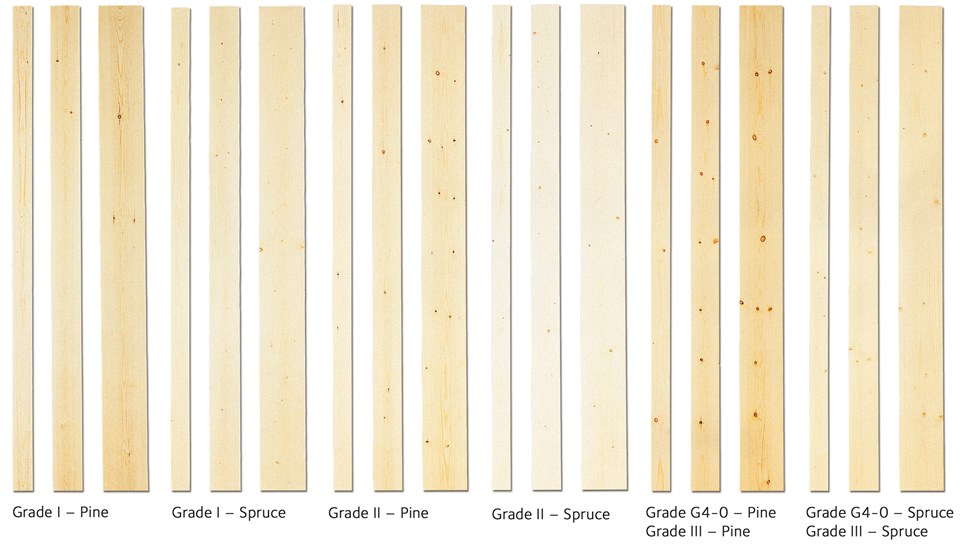
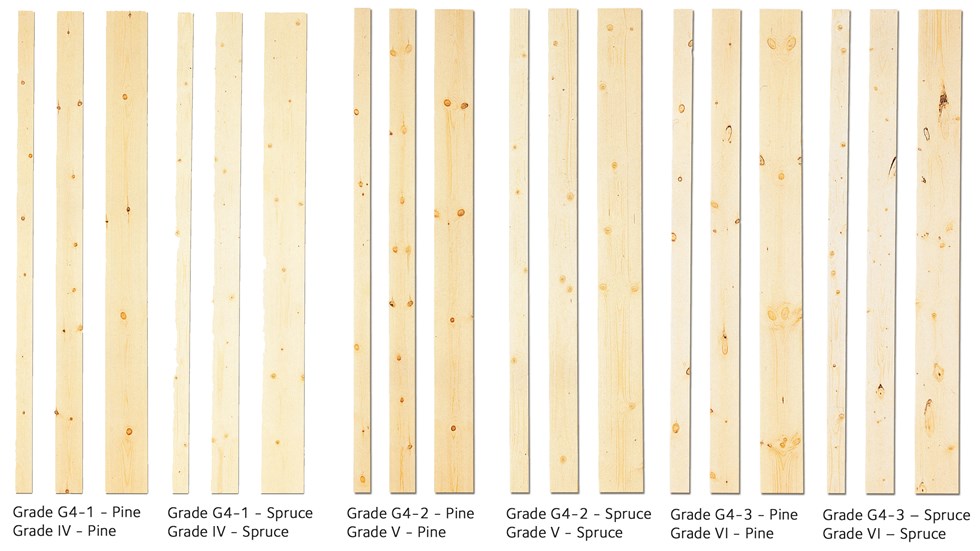
Standard SS-EN 1611-1
According to the standard for appearance grading of softwoods, SS-EN 1611-1, the grading may be performed on the faces and the edges, or only on the faces. In these cases, the grades are called G4 and G2 respectively. The grading designations are followed by a number from 0–4 stating the quality of the wood, with 0 as the highest quality. A grade can thus have the designation G4-2, which means a 4-sided visual sorting of typical construction timber, corresponding to the fifth grade, V, in the old grading system. A rough comparison with the old sorting rules is given in table 27. G2 is a grade reserved mainly for wood going to export.
Table 26 Timber grades
Common wood products with appropriate appearance grades and wood types.
| Type of wood product | grade | Wood type |
| Dimension planed wood | G4-2 - G4-3 | Spruce and pine |
| Construction timber | G4-0 - G4-2 | Spruce and pine |
| Sheathing | G4-2 - G4-3 | Gran |
| Formwork | G4-4 or better | Spruce and pine |
| Packaging wood | G4-3 | Spruce and pine |
| Exterior cladding and bargeboards | G4-2 or better | Gran |
| Interior cladding | G4-1 or better | Pine and spruce |
| Planed wood for interior joinery | G4-1 or better | Pine |
| Floorboards | G4-2 or better | Pine and spruce |
| Fencing | G4-2 or better | Spruce, poss. treated pine |
| Mouldings | A - B | Pine as per SS 232811 |
Old rules for appearance grading
Nordic Timber Grading Rules
Under the “Nordic Timber Grading Rules”, wood is sorted into three grades: A, B and C, where grade A is the highest quality, used for top-class joinery and exposed cladding. Grade A can be subdivided into grades A1–A4. Grade B is the most common grade in construction, while grade C is used in areas such as packaging.
Grading sawn pine and spruce timber
Under the rules set out in the “Guiding principles for grading of Swedish sawn timber”, the wood is sorted into six grades, with grade I as the highest quality. The grades I–IV are usually grouped under the designation U/S, unsorted. Grade V is generally referred to as fifth and grade VI is named sixth.
Tabell 27 Wood grades
Approximate equivalences between the different appearance grades – quality classes.
| Grading rules | Grades – quality classes |
||||||
| SS-EN 1611 - 1 | |||||||
| 4-sided grading | - | - | G4-0 | G4-1 | G4-2** | G4-3 | G4-4 |
| 2-sided grading* | - | - | G2-0 | G2-1 | G2-2 | G2-3 | G2-4 |
| Old grading rules | Grades – quality classes | ||||||
| Nordiskt trä - Nordic Timber Grading Rules, 1994 (The Blue Book) |
A | B | C | D | |||
| A1 | A2 | A3 | A4 | ||||
| Guiding principles for grading of Swedish sawn timber, 1960 (The Green Book) |
U/S | Fifth | Sixth | Seventh | |||
| I | II | III | IV | V | VI | VII | |
* 2-sided grading G2, seldom used in Sweden. ** Most common for construction timber.
Application-specific grading
VilmaBas – Application-specific base range
A base range called VilmaBas has been created in Sweden as a means of clearly describing wood products in a user-friendly way. Behind this database lie the wood engineering industry, builders’ merchants, timber merchants and building contractors who, over the years 2010–2016, have jointly assessed and established a relevant base range of wood products.
Each product specification, referred to as a properties declaration, is identified by a VilmaBas product ID, a VB number. Each product is described in terms of a selection of properties. Information (only in Swedish) can be found at vilmabas.se.
Comparable products, the same for everyone
For its comparable products, each manufacturer can add the relevant VB number or properties declaration. The parties in the value chain can then safely use the VB numbers as a reference.
Traceability
Each individual product/pack can be labelled and identified using a barcode and a GTIN (Global Trade Item Number). This ensures complete traceability, as long as each party in the value chain uses these identifiers in its incident reporting concerning order confirmations, goods reception, stock balance, and so on. See also gs1.se.
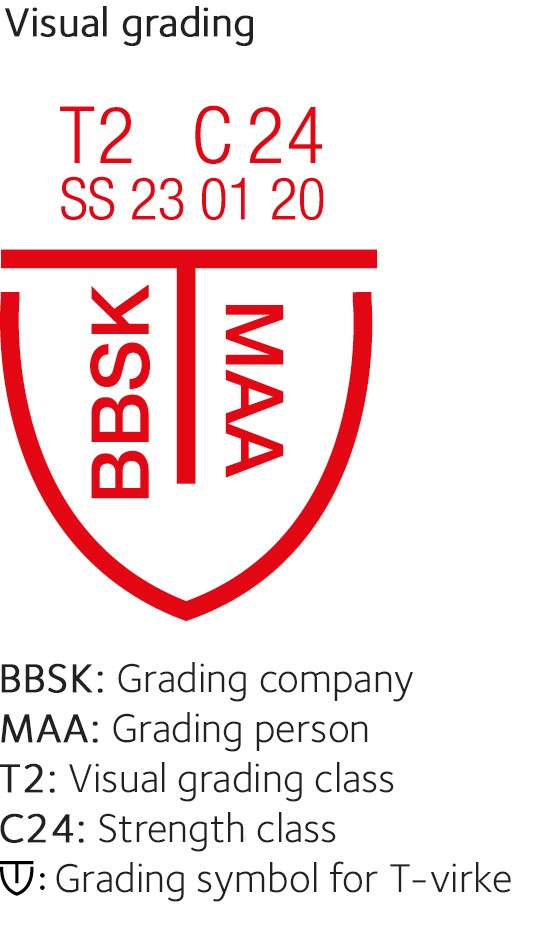
Strength grading
Load-bearing structures use construction timber that is sorted mechanically or visually.
The old visual grading rules (T-virkesreglerna) have been replaced by joint Nordic grading regulations. In Sweden they are issued as Swedish standard SS 230120, while the joint Nordic designation is INSTA 142. The rules apply to pine, spruce, silver spruce, larch, Sitka spruce and Douglas fir. The wood continues to be called T-virke and the classes are T0, T1, T2 and T3. A supplementary visual grading is also required for parameters that machines are unable to assess, such as knots, but also issues such as cross grain, top rupture, compression wood, fungal attack, growth ring width, checks, holes, deformation and wane.
To judge the impact of the knots on strength, the grading regulations specify measurement rules stating how the size of the knots must be measured and how they are to be assessed.
- Size in relation to dimensions of wood
- Positioning on edge and face
- Positioning along the length of the wood
Wood graded in line with SS 230120 is labelled with a grading class of T0, T1, T2 or T3, and a strength class of C14, C18, C24 or C30. The C classes follow the standard SS-EN 338. The label also includes the number of the standard, a mark (letter combination) for the company and grader and the trademark of the organising body T-virkesföreningen. Sorting T-virke wood requires specialist training and, on successful completion of the training, the grader is given a personal certificate.
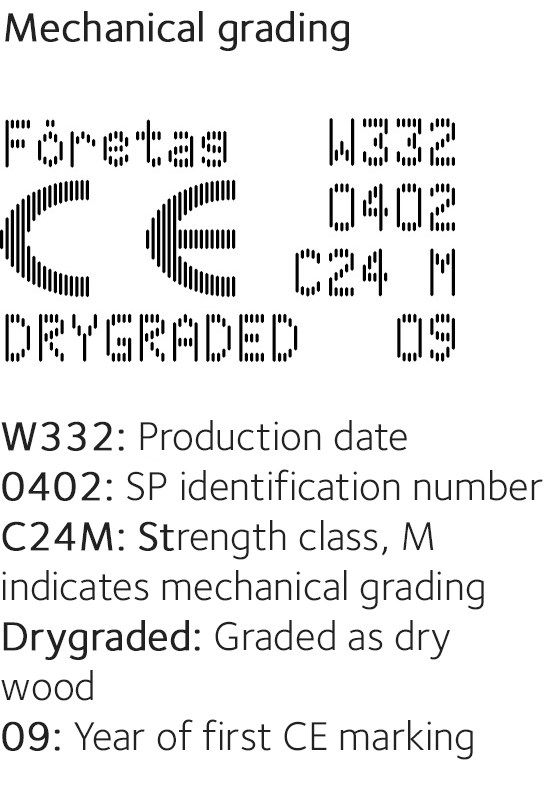
Mechanical strength grading identifies a physical property that is associated with strength, such as the static or dynamic modulus of elasticity. Some machines combine judgements on multiple properties, such as density, modulus of elasticity or inner structure, using x-rays. The most common mechanical principle in use today involves determining the modulus of elasticity by measuring the resonance frequency from a tap on the end of the wood.
Mechanical grading follows the standard SS-EN 14081-1, which also gives detailed labelling rules. Strength graded construction timber must be CE marked in line with SS-EN 14081-1.
Pressure treated wood can also be ordered as strength graded construction timber and this must then also be CE marked.
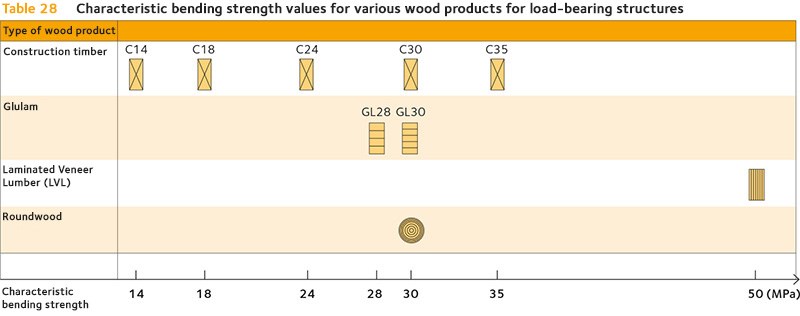
Typical base values for calculating the load-bearing capacity and stiffness of construction timber in strength classes C14–C50 are stated in the standard SS-EN 338.
Note
Wood components for glulam are graded under SS-EN 14080. See also the section Manufacture and control.

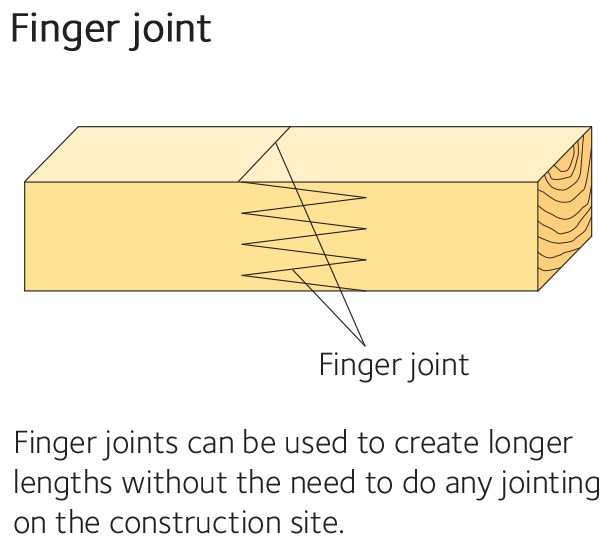
Finger-jointed construction timber
Construction timber in strength classes C14–C35 includes finger-jointed timber, which is manufactured and controlled in line with SS-EN 385.
According to Boverket’s application rule for SS-EN 1995-1-1 (Eurocode 5), finger-jointed timber may be used in a load-bearing structure if a break in a single finger joint will not lead to the collapse of any other significant parts of the structure. Finger-jointed construction timber must not be used for scaffolding planks or other structures that are subject to impact stresses.
Before the advent of the standard EN 15497 Structural finger jointed solid timber, the wood was labelled with a strength class, e.g. C30, Adhesive type I, producer identification, EN 385 and the year and week of production.
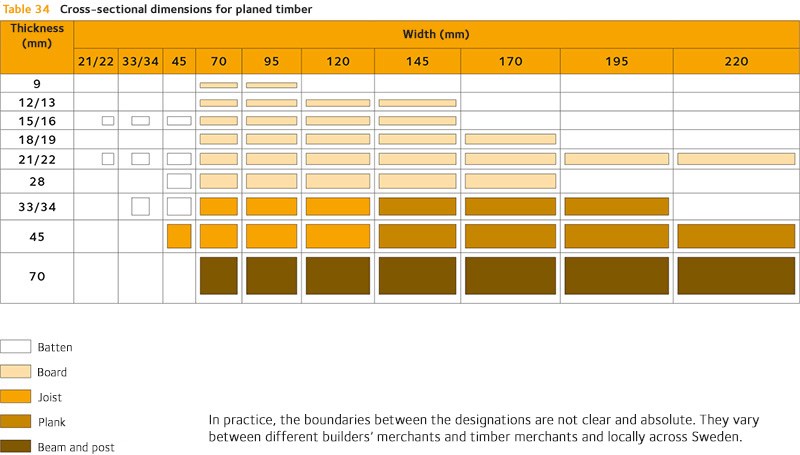
Cross-sectional dimensions
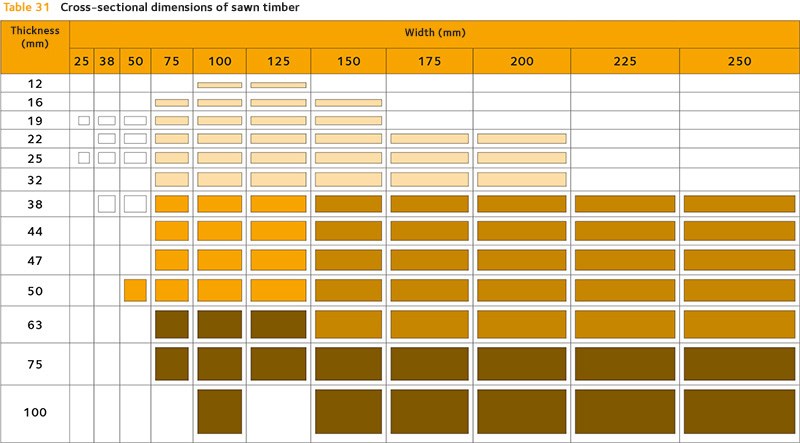
Table 32 Cross-sectional dimensions (common for sawn timber and in line with SS 232712 for planed timber)
| Sawn timber Four sawn sides |
Part planed One sawn face |
Planed timber Four planed sides |
|||
| Thickness | Width | Thickness | Width | Thickness | Width |
| 12 | - | 10 | - | 9 | - |
| 16 | - | 14 | - | 13 | - |
| 19 | - | 17 | - | 16 | - |
| 22 | - | 20 | - | 19 | - |
| 25 | 25 | 23 | 22 | 22 | 22 |
| 32 | 32 | 30 | 28 | 28 | 28 |
| 38 | 38 | 36 | 34 | 34 | 34 |
| 50 | 50 | 48 | 45 | 45 | 45 |
| 63 | 63 | 61 | 58 | 58 | 58 |
| 75 | 75 | 73 | 70 | 70 | 70 |
| 100 | 100 | 98 | 95 | 95 | 95 |
| - | 115 | - | 110 | - | 110 |
| - | 125 | - | 120 | - | 120 |
| - | 150 | - | 145 | - | 145 |
| - | 175 | - | 170 | - | 170 |
| - | 200 | - | 195 | - | 195 |
| - | 225 | - | 220 | - | 220 |
Note
Not all dimensions are stocked by sawmills, builders’ merchants and timber merchants.
Sawn timber
The dimensions for sawn timber apply at a moisture content of 20%. The allowable dimension deviations for sawn timber and construction timber are specified in SS-EN 1313-1 and SS-EN 336 respectively. No standardised cross-sectional dimensions are given, apart from those recommended in SS-EN 1313-1. The following deviations from the standard dimensions are allowed:
Table 33 Cross-sectional dimensions and allowable dimension deviations for sawn timber
| Allowable dimension deviations |
||||
| Thickness and width | t.o.m. 100 mm | - 1 mm + 3 mm | ||
| över 100 mm | - 2 mm + 4 mm | |||
| Length* | 1 800 - 6 000 mm | - 0 mm + 50 mm (as per SIS 232713) | ||
Planed timber
The dimensions for planed timber apply at a moisture content of 20% and follow the table below (stated only in SS-EN 336 under tolerance class 2). The following deviations from the standard dimensions are allowed:
The average value for the actual thickness and width must not fall below the target dimension. The old standard, SS 232712, applies a different moisture content and other tolerances.
The wood is usually cut into the standardised lengths 1,800, 2,100, 2,400–5,400 mm, i.e. multiples of 300 mm between 1,800 and 5,400 mm. Sawmills, builders’ merchants and timber merchants normally stock lengths up to 5,400 mm. Larger lengths and precision-cut lengths are available to order. Wood in longer lengths is often finger-jointed.
Tabell 35 Cross-sectional dimensions and allowable deviations for planed timber
| Allowable dimension deviations |
||||
| Thickness and width | t.o.m. 100 mm |
± 1,0 mm |
||
| över 100 mm |
± 1,5 mm |
|||
Surface structures
The surface of wood can be tailored to different technical and appearance-related requirements.
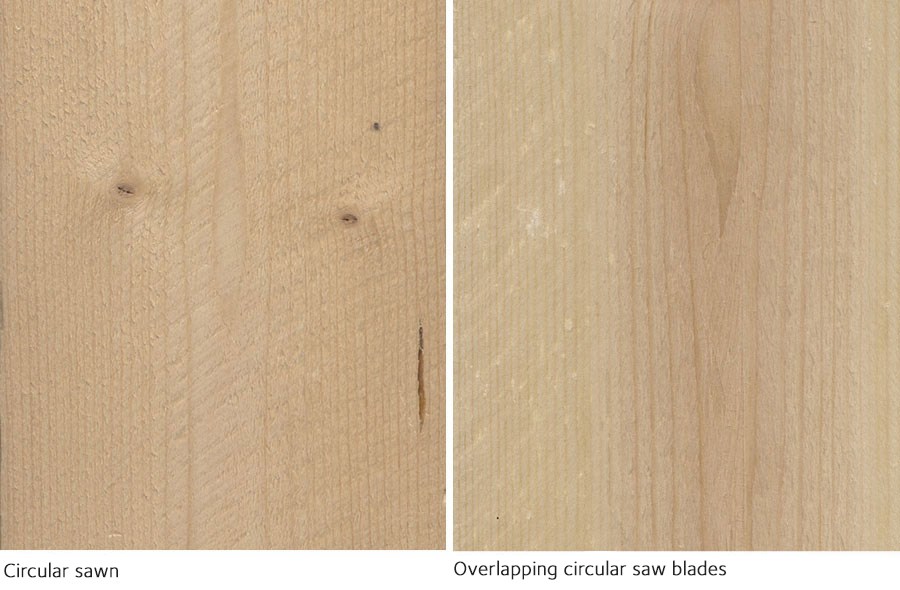
Sawn surfaces, known as original sawn timber, are obtained directly in the sawmill process when the log is green, which means undried. The surfaces will have a different appearance, depending on the sawing technique used. A circular saw will leave circular marks, while a band saw will leave straight marks. Reducer saws also leave circular marks that are usually coarser than the marks from a circular saw. A saw cut may sometimes be produced by two overlapping circular saw blades, which leaves two separate circular marks on the cut surface. Different saw patterns may occur on different sides of the same piece. At builders’ merchants and timber merchants, sawn surfaces are only found on a few products, namely scaffolding planks, formwork and packaging wood.
Fine sawn or dry sawn timber has a finer surface structure than original sawn timber from green wood. Fine sawn surfaces appear mostly on exterior cladding.
Planed surfaces may be of differing quality, depending on the number of blades and the rotation speed of the planer. Wood is put through a thickness planing machine to achieve a particular cross-sectional dimension and the flat surfaces that are typical of construction timber.
Wood is smooth planed for the smooth surfaces necessary on interior cladding, mouldings and flooring. The best results are obtained with pine.
Surfaces that were previously planed may now be grooved. Grooving is a basic profiling of a planed surface to give paint better adhesion.
In order to accentuate the surface structure of the wood with a painted finish, a special paintable surface called paint cutter has been developed.
Wood surfaces for interior fittings and furniture are sanded or polished to give a completely smooth finish, with no tool marks.
A planed wood surface can be given a relief through brushing, which wears away the springwood and leaves the summerwood as raised ridges.




 Larch cladding, Umeå School of Architecture, nominated for the Swedish Timber Prize 2012.
Larch cladding, Umeå School of Architecture, nominated for the Swedish Timber Prize 2012.





 Photo: Bengt Friberg.
Photo: Bengt Friberg.