
Virkeskvalitet
-
 Foto:
Åke E:son Lindman
Foto:
Åke E:son Lindman
Handelssortering
Kvaliteten hos virke kan specificeras med ett antal parametrar, till exempel:
Kvistar – Sprickor – Vankant
Kådlåpor – Barkdrag – Lyra
Snedfibrighet – Toppbrott – Tjurved
Vresved – Kådved – Vattved
Svampangrepp – Deformation – Insektsskador
Missfärgning – Hanteringsskador – Måttavvikelser.
Parametrarna bedöms vid visuell sortering, utseendesortering. Sådan görs vanligen vid sågverken. Virket sorteras oftast enligt standarden för utseendesortering, SS-EN 1611-1.
Det är vanligt att varje virkesstycke stämplas i änden med ett skeppningsmärke. Av detta kan den sorterade kvaliteten avläsas i ledet mellan sågverk och handel. Efter bearbetning, till exempel hyvling eller klyvning, kan dessa märken vara bortkapade eller svåra att identifiera. Kvaliteten anges då genom att paketet märks. Sortering av virke är en generell handelssortering. Den är alltså inte utformad med tanke på virkets användning i till exempel snickeri, byggande eller emballage. Den används dock för beskrivning av de kvaliteter som används i byggandet, exempelvis i AMA Hus och VilmaBas.
Handelssorter – Kvalitetsklasser
Virket visas i dimensionerna: 25x100, 50x150 och 75x200 mm
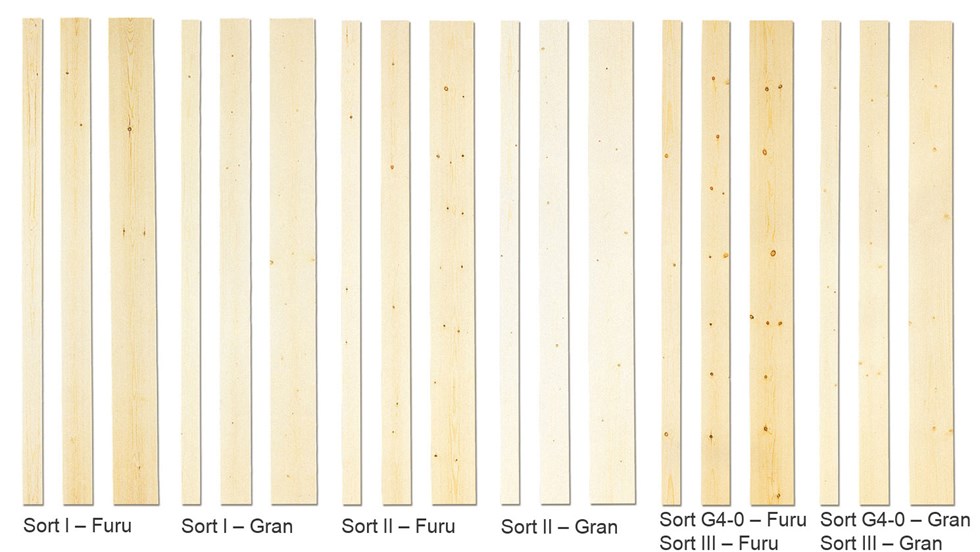
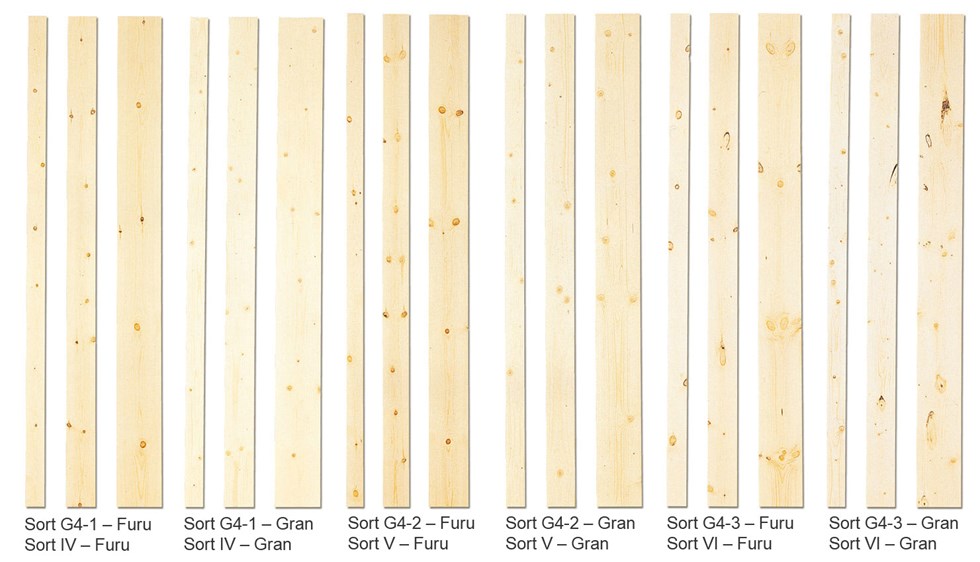
Standard SS-EN 1611-1
Enligt standarden för handelssortering, SS-EN 1611-1, kan sorteringen göras på såväl flat- som kantsidorna eller enbart flatsidorna. Sorterna kallas då G4 respektive G2. Sortbeteckningarna följs av en siffra som anger virkets kvalitet, 0-4, med 0 som högsta kvalitet. En sort kan då få beteckningen G4-2, vilket innebär en 4-sidig visuell sortering av typiskt byggvirke, motsvarande kvinta, V, enligt äldre sortering. En ungefärlig jämförelse med äldre sorteringsregler ges i tabell 27. G2 är en sortering som främst används vid export av virke.
Tabell 26 Virkeskvaliteter
Vanliga trävaror med lämpliga handelssorter och träslag.
| Typ av trävara | Sort | Träslag |
| Dimensionshyvlat virke | G4-2 - G4-3 | Gran och furu |
| Konstruktionsvirke | G4-0 - G4-2 | Gran och furu |
| Underlagsspont | G4-2 - G4-3 | Gran |
| Formvirke | G4-4 eller bättre | Gran och furu |
| Emballagevirke | G4-3 | Gran och furu |
| Utvändiga panelbrädor och vindsskivor | G4-2 eller bättre | Gran |
| Invändiga panelbrädor | G4-1 eller bättre | Furu och gran |
| Planhyvlat virke för invändiga snickerier | G4-1 eller bättre | Furu |
| Golvbrädor | G4-2 eller bättre | Furu och gran |
| Staket och plank | G4-2 eller bättre | Gran, eventuellt impregnerad furu |
| Lister | A - B | Furu enligt SS 232811 |
Äldre regler för handelssortering
Nordiskt trä – Sorteringsregler
Enligt reglerna i "Nordiskt trä – Sorteringsregler" sorteras virket i tre sorter: A, B och C, där sort A motsvarar den högsta kvaliteten, som används till högklassiga snickerier och synliga beklädnader. Sort A kan underindelas i sorterna A1-A4. Sort B är den vanligaste kvaliteten i byggandet medan sort C används i till exempel emballage.
Sortering av sågat virke av furu och gran
Enligt reglerna i ”Sortering av sågat virke av furu och gran” sorteras virket i sex sorter, där sort I motsvarar den högsta kvaliteten. Vanligen samlas sorterna I–IV under benämningen O/S, osorterat. Sort V benämns vanligen kvinta och sort VI benämns utskott.
Tabell 27 Virkeskvaliteter
Ungefärliga relationer mellan de olika handelssorterna - kvalitetsklasserna.
| Sorteringsregler | Sorterna - kvalitetsklasserna |
||||||
| SS-EN 1611 - 1 | |||||||
| 4-sidig sortering | - | - | G4-0 | G4-1 | G4-2** | G4-3 | G4-4 |
| 2-sidig sortering* | - | - | G2-0 | G2-1 | G2-2 | G2-3 | G2-4 |
| Äldre sortimentsregler | Sorterna - kvalitetsklasserna | ||||||
| Nordiskt trä - Sorteringsregler, 1994, (Blå boken) |
A | B | C | D | |||
| A1 | A2 | A3 | A4 | ||||
| Sortering av sågat virke av furu och gran, 1960, (Gröna boken) |
O/S | Kvinta | Utskott | Vrak | |||
| I | II | III | IV | V | VI | VII | |
* 2-sidig sortering, G2 används sällan i Sverige. ** Vanligaste byggvirket.
Ändamålsanpassad sortering
VilmaBas – Ändamålsanpassat bassortiment
För att på ett tydligt och användarvänligt sätt beskriva träprodukter har man i Sverige skapat ett bassortiment benämnt VilmaBas. Bakom detta står trämekanisk industri, bygg- och trävaruhandel och byggentreprenörer som under åren 2010 – 2016 tillsammans utvärderat och fastställt ett relevant bassortiment för träprodukter.
Varje produktspecifikation, benämnd egenskapsdeklaration, identifieras med ett VilmaBas produkt-ID, VB-nummer. Produkten beskrivs med ett urval av egenskaper. Läs mer på vilmabas.se.
Jämförbara produkter, lika för alla
Till sina jämförbara produkter kan varje producent addera det VB-nummer eller den egenskapsdeklaration som är relevant. Parterna i värdekedjan kan då på ett säkert sätt använda VB-nummer som referens.
Spårbarhet
Med hjälp av streckkoder och GTIN (Global Trade Item Number) kan varje individuell produkt/förpackning märkas och identifieras. Detta gör att full spårbarhet uppnås förutsatt att varje part i värdekedjan använder dessa identifierare i sin händelserapportering till exempel orderbekräftelse, godsmottagning, lagersaldo, etcetera. Se även gs1.se.
Hållfasthetssortering
För virke till bärande konstruktioner används konstruktionsvirke som sorteras maskinellt eller visuellt.
De äldre visuella sorteringsreglerna, T-virkesreglerna, har ersatts av gemensamma nordiska sorteringsregler. I Sverige är de utgivna som svensk standard SS 230120 medan den gemensamma nordiska benämningen är INSTA 142. Reglerna gäller för furu, gran, silvergran, lärk, sitkagran och douglasgran. Virket kallas även fortsättningsvis T-virke och klasserna är T0, T1, T2 och T3. En visuell kompletteringssortering krävs också för parametrar som maskiner inte kan bedöma, såsom kvistar, men dessutom bland annat snedfibrighet, toppbrott, tjurved, svampangrepp, årsringsbredd, sprickor, hål, deformation och vankant.
För bedömning av kvistarnas betydelse för hållfastheten finns mätregler i sorteringsreglerna som anger hur kvistarnas storlek ska mätas och hur de ska bedömas:
- Storlek i förhållande till dimension hos virket
- Placering på kantsida och flatsida
- Placering i virkets längdriktning.
Virke sorterat enligt SS 230120 märks med sorteringsklass T0, T1, T2 eller T3, och hållfasthetsklass C14, C18, C24 respektive C30. C-klasserna är enligt standarden SS-EN 338. I märkningen ingår dessutom standardens nummer, igenkänningsmärke (bokstavskombination) för företag respektive sorterare samt T-virkesföreningens varumärke. För att sortera T-virke krävs särskild utbildning och efter godkänd utbildning får sorteraren ett personligt certifikat.
Vid maskinell hållfasthetssortering bestäms en fysikalisk egenskap som är kopplad till hållfastheten, till exempel statisk eller dynamisk elasticitetsmodul. I vissa maskiner kombineras olika bestämningar av egenskaper, såsom densitet, elasticitetsmodul eller inre struktur, med hjälp av röntgen. Den idag vanligaste maskinprincipen bygger på bestämning av den dynamiska elasticitetsmodulen genom mätning av resonansfrekvensen vid ”knackning” i virkesänden.
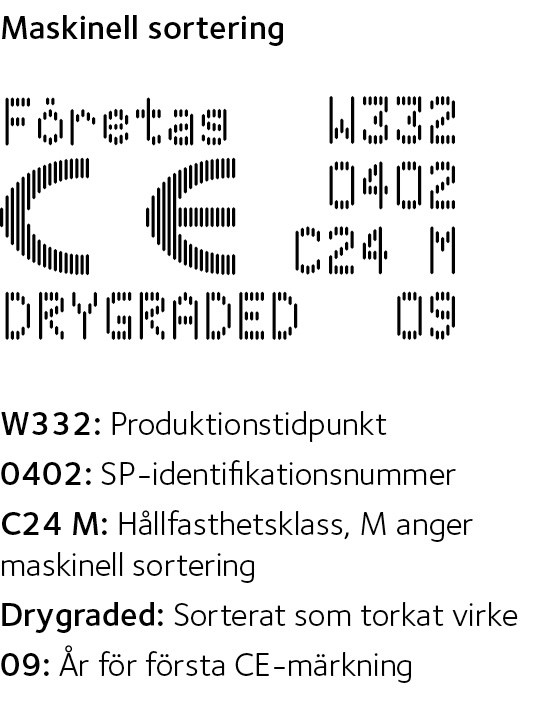
Maskinell sortering utförs enligt standarden SS-EN 14081-1 som också ger detaljerade märkningsregler. Hållfasthetssorterat konstruktionsvirke måste CE-märkas enligt SS-EN 14081-1.
Tryckimpregnerat virke kan även beställas som hållfasthetskontrollerat konstruktionsvirke och ska då också vara CE-märkt.
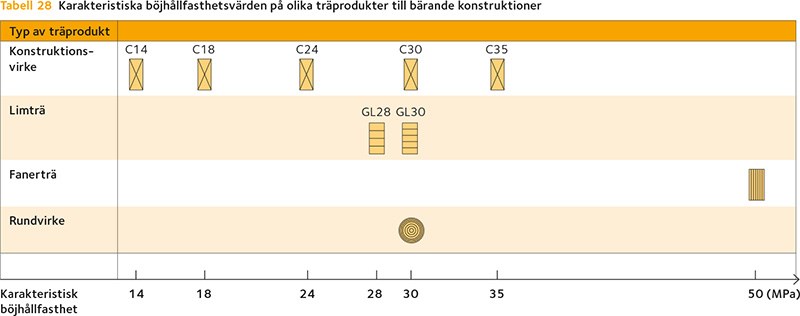
Karakteristiska grundvärden för beräkning av bärförmåga och styvhet hos konstruktionsvirke i hållfasthetsklasserna C14–C50 anges i standarden SS-EN 338.
Observera
Lamellvirke till limträ sorteras enligt SS-EN 14080. Se även avsnittet Tillverkning och kontroll.

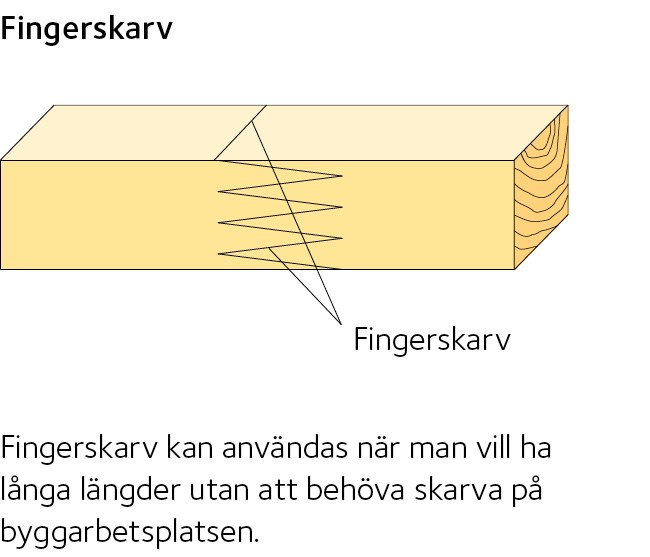
Fingerskarvat konstruktionsvirke
Till konstruktionsvirke i hållfasthetsklasserna C14 – C35 hänförs fingerskarvat konstruktionsvirke som tillverkas och kontrolleras enligt SS-EN 385.
Fingerskarvat virke får enligt Boverkets tillämpningsregel för SS-EN 1995-1-1 (Eurokod 5) användas i en bärande konstruktion om brott i en enskild fingerskarv inte medför att väsentliga delar av konstruktionen i övrigt störtar samman. Fingerskarvat konstruktionsvirke ska inte användas i ställningsplank eller i andra konstruktioner utsatta för slag- eller stötbelastning.
I avvaktan på att standarden för fingerskarvat konstruktionsvirke EN 15497 färdigställs märks virket med hållfasthetsklass, till exempel C30, Limtyp I, producentidentifikation, EN 385 och produktionsår och vecka.
Tvärsnittsmått
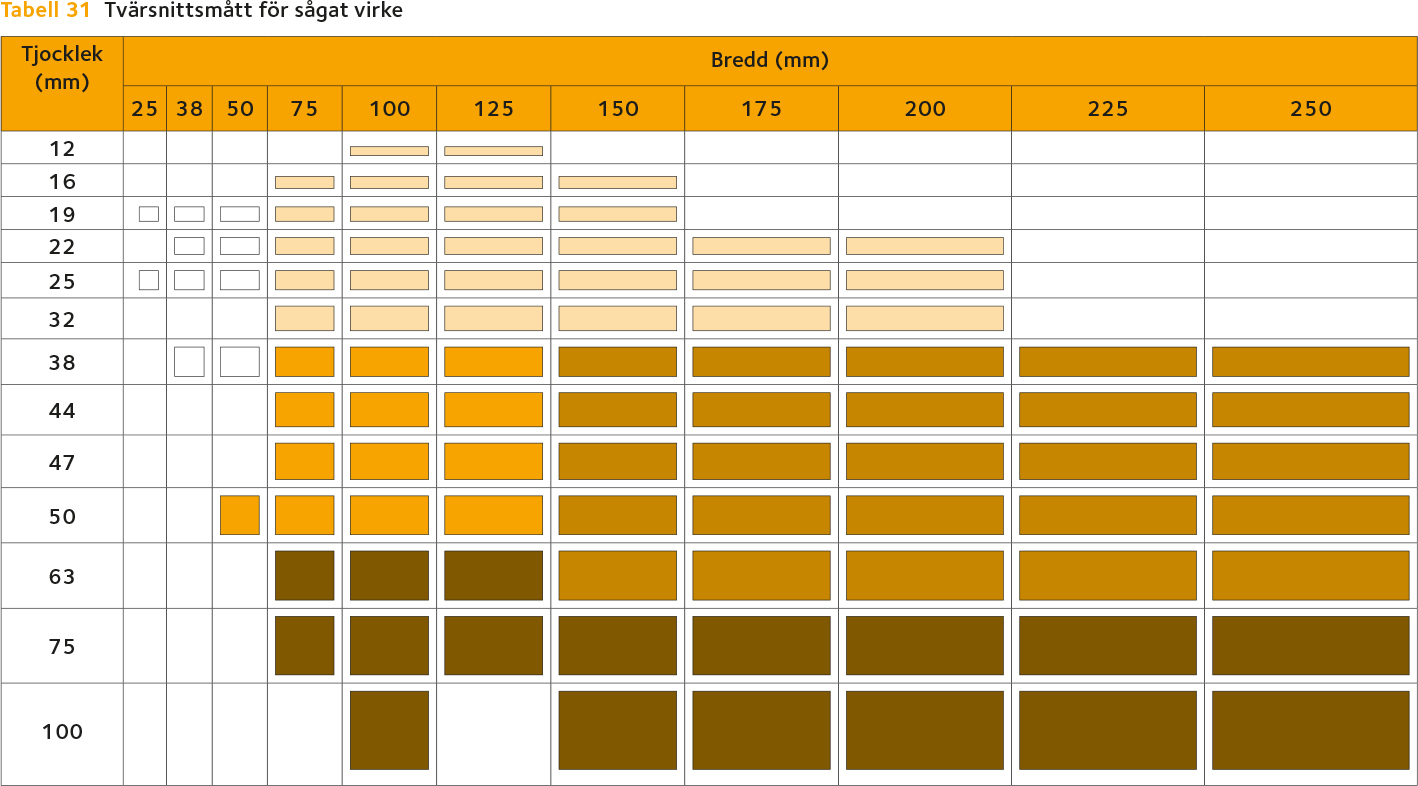
Tabell 32 Tvärsnittsmått (vanligen förekommande för sågat virke och enligt SS 232712 för hyvlat virke)
| Sågat virke Fyra sågade sidor |
Råhyvlat virke En sågad sida |
Hyvlat virke Fyra hyvlade sidor |
|||
| Tjocklek | Bredd | Tjocklek | Bredd | Tjocklek | Bredd |
| 12 | - | 10 | - | 9 | - |
| 16 | - | 14 | - | 13 | - |
| 19 | - | 17 | - | 16 | - |
| 22 | - | 20 | - | 19 | - |
| 25 | 25 | 23 | 22 | 22 | 22 |
| 32 | 32 | 30 | 28 | 28 | 28 |
| 38 | 38 | 36 | 34 | 34 | 34 |
| 50 | 50 | 48 | 45 | 45 | 45 |
| 63 | 63 | 61 | 58 | 58 | 58 |
| 75 | 75 | 73 | 70 | 70 | 70 |
| 100 | 100 | 98 | 95 | 95 | 95 |
| - | 115 | - | 110 | - | 110 |
| - | 125 | - | 120 | - | 120 |
| - | 150 | - | 145 | - | 145 |
| - | 175 | - | 170 | - | 170 |
| - | 200 | - | 195 | - | 195 |
| - | 225 | - | 220 | - | 220 |
Observera
Alla dimensioner lagerhålls inte hos sågverk och bygg- och trävaruhandlare.
Sågat virke
Måtten för sågat virke gäller vid fuktkvot 20 %. Tillåtna måttavvikelser för sågat virke respektive konstruktionsvirke specifikt anges i SS-EN 1313-1 respektive SS-EN 336. Inga standardiserade tvärsnittsmått anges bortsett från de rekommenderade som anges i SS-EN 1313-1. Från börmåttet tillåts följande toleranser på virket:
Tabell 33 Tvärsnittsmått och tillåtna måttavvikelser för sågat virke
| Tillåtna måttavvikelser |
||||
| Tjocklek och bredd | t.o.m. 100 mm | - 1 mm + 3 mm | ||
| över 100 mm | - 2 mm + 4 mm | |||
| Längd* | 1 800 - 6 000 mm | - 0 mm + 50 mm (enligt SS 232713) | ||
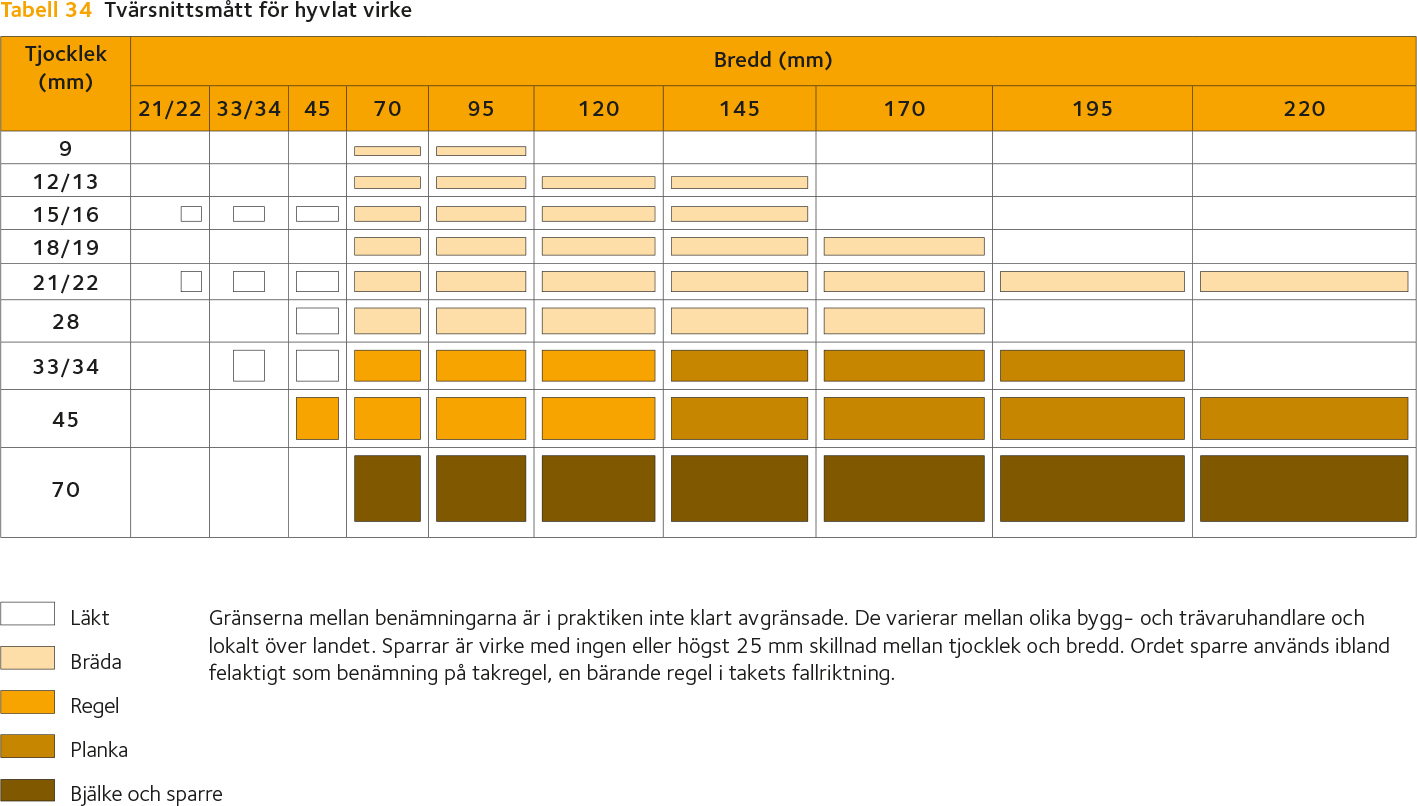
Hyvlat virke
Måtten för hyvlat virke gäller vid fuktkvoten 20 % och enligt nedanstående tabell (anges endast i SS-EN 336 under benämningen toleransklass 2). Från börmåttet tillåts följande avvikelser på virket:
Medelvärdet för aktuell tjocklek och bredd får inte underskrida börmåttet. I en gammal standard, SS 232712, gäller en annan fuktkvot och andra toleranser.
Virket kapas vanligen i de standardiserade längderna 1 800, 2 100, 2 400 – 5 400 mm, det vill säga multiplar av 300 mm mellan 1 800 och 5 400 mm. Hos sågverk samt bygg- och trävaruhandlare lagerhålls normalt längder upp emot 5 400 mm. Större längder och exaktkapade längder kan beställas. Virke vid större längder är ofta fingerskarvat.
Tabell 35 Tvärsnittsmått och tillåtna avvikelser för hyvlat virke
| Tillåtna måttavvikelser |
||||
| Tjocklek och bredd | t.o.m. 100 mm |
± 1,0 mm |
||
| över 100 mm |
± 1,5 mm |
|||
Ytstrukturer
Ytan på trä kan framställas för att möta olika tekniska och utseendemässiga krav.
Sågade ytor, så kallat originalsågat virke, erhålls direkt i sågverksprocessen när stocken är rå, det vill säga otorkad. Beroende på sågteknik erhåller ytorna olika utseende. Cirkelsåg ger cirkelformade spår medan bandsåg ger raka spår. Reducersåg ger också cirkelformade spår, ofta grövre än cirkelsågen. Ett sågsnitt kan ibland vara producerat med två så kallade mötande cirkelsågsklingor, vilket ger två skilda cirkelspår på ytan. På ett och samma virke kan olika sågmönster förekomma på olika sidor. Sågade ytor återfinns i bygg- och trävaruhandeln endast på ett fåtal produkter, ställnings-, form- och emballagevirke.
Finsågade eller torrsågade ytor har finare ytstruktur än originalsågade ytor framtagna ur otorkat virke. Finsågade ytor förekommer främst på utvändiga panelbrädor.
Hyvlade ytor kan vara av olika kvalitet beroende på antalet stål och rotationshastigheten på hyveln. Virke dimensionhyvlas för att erhålla ett visst tvärsnittsmått och plana ytor, typiskt för byggvirke.
Virke planhyvlas för att erhålla släta ytor, typiskt för invändiga paneler, lister och golv. Bäst resultat erhålls på furu.
Ytor som tidigare var hyvlade kan numera vara rillade. Rillning är en grund profilering av en hyvlad yta för att färg ska få bättre vidhäftning.
För att framhäva träets ytstruktur genom en målningsbehandling har en särskild så kallad målningsyta utvecklats som kallas paint cutter.
Träytor i inredningar och möbler slipas eller putsas, ytan blir då helt slät utan spår av verktyg.
En hyvlad träyta kan ges en relief genom borstning, varvid vårveden slipas ner och sommarveden kvarstår som upphöjningar.





 Lärkpanel, Arkitekthögskolan, Umeå, nominerad till Träpriset 2012.
Lärkpanel, Arkitekthögskolan, Umeå, nominerad till Träpriset 2012.



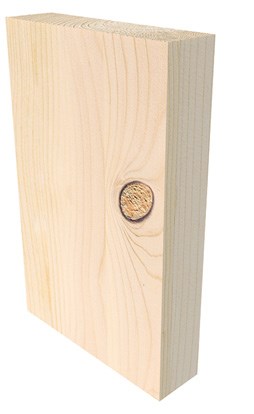


 Foto: Bengt Friberg.
Foto: Bengt Friberg.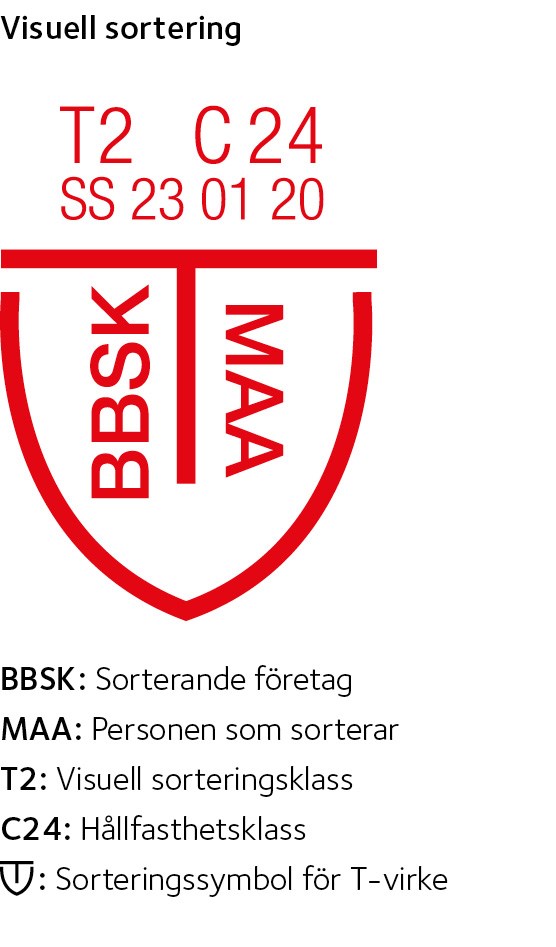



{kind=link}